It is a safe seat that heats to 150-degrees and the soothing heat aids in boosting the metabolism system and increases the blood flow. Seat Heated Module,Vehicle Seat Heating,Car Seat Back Heater,Heated Seat Cover Cushion JiLin Province Debang Auto Electric Co.,Ltd. , https://www.carseatheating.com
1. Introduction With the national energy-saving emission reduction policy proposed and the improvement of industrial automation levels, and more and more manufacturers require to minimize the loss of equipment, and then properly reduce equipment maintenance costs, how to use and maintain equipment has become the key However, the simple manual recording of equipment failures, equipment use time, and manual switching equipment can no longer meet the above requirements. This paper takes a coal mine air compressor remote monitoring system project as an example, adopts Siemens s7-300 series plc as data acquisition and control unit, the upper computer uses Siemens wincc for screen and parameter display, from plc to the central control room IPC adopts ethernet protocol. Communication, the scene uses the touch screen to display the control picture and the parameter, the operator may issue the control command in the central control room or the scene touch screen.
2. Principle Analysis The project uses air compressors to provide gas pressure down the coal mine to promote the operation of pneumatic equipment. The pressure in the pipeline is required to be maintained within a certain range. It is better not to overpressure or underpressure in order to avoid wasting energy or Field devices cannot be used. Collected by the plc air compressor parameters, such as temperature, pressure, run time, faults, etc., uploaded to the central control room on the machine and on-site touch screen, and accept the control command issued by the operator, and then pass the corresponding command to the air compressor, In order to achieve the control function, and make the appropriate alarm instructions.
3. System Design and Implementation The system is mainly composed of air compressor, plc, i/o module, on-site touch screen, upper computer man-machine interface, and network communication. The overall architecture of the system is shown in Figure 1. 
3.1 The air compressor adopts the screw air compressor of Shanghai Shen Xing Jian Co., Ltd. It has the advantages of simple structure, small size, no wearing parts, reliable work, long life, and easy maintenance. Due to its special design for maintenance, downtime and maintenance costs are greatly reduced. And this air compressor is equipped with an intelligent control system, the control menu is simple and easy to use, and is equipped with a 485 interface supporting network communication, for the external control system to communicate with it, collecting air compressor temperature, pipeline pressure, fault information, etc. Accept the control commands of the external control system, set the corresponding parameters and start and stop the air compressor.
3.2i/o module This system needs to control the air compressor power on and off, so it needs to use the digital input module, digital output module, because the system uses Siemens s7300 series plc, so also need to order accordingly The 300 series of di, do modules and models have di modules sm321 (order number 6es7321-1bh02-0aa0, di16xdc24v) and do module sm322 (order number 6es7322-1bh01-0aa0, do16xdc24v/0.5a). In addition, a switch is installed on the control cabinet, and whether the power supply is turned on or off locally or remotely can be selected. The switch is used as an input signal to access the diblock of the plc.
3.3plc unit and network communication unit This article uses the small and medium-sized Siemens s7-300 series plc to complete the real-time scanning and calculation of air compressor parameters, and transmits information to the central control room host computer and on-site touch screen, in addition to the operator in the host computer The control commands issued by the touch screen control the start and stop of the air compressor. The s7-300 series plc adopts a modular design, with features such as module expansion and simple function configuration, and can be flexibly combined and expanded according to different needs. Here choose 315-2dp type cpu, this cpu has integrated mpi and dp communication interface, have very strong communication function.
From the field plc to the central control room IPC is far away. Here the ethernet protocol is used for network communication. Therefore, an Ethernet communication module (cp343-1) is also ordered. It has an rj-45 interface and is connected to the fiber via a fiber link module. To the Ethernet where the central control room is located, the information collected by the plc is uploaded to the host computer, and the control command sent by the host computer is transmitted to the plc.
Through the profibusdp interface on plccpu, connect to the profibus to modbus protocol conversion module (pb-b-mm), then connect to the two air compressors and the modbus interface of the multifunctional power monitoring instrument on the control cabinet to read the air compressor Operating parameters and power status data such as current and voltage power of the multi-function meter, and sending and stopping commands to the air compressor.
Touch screen using vertical and horizontal technology tpc070td touch screen, it's two com mouth, one of which is rs232 mouth, the other can be used as rs232, can also be used as rs485 to communicate. It also comes with two USB ports, a 10m/100m adaptive rj45 Ethernet interface. This vertical and horizontal technology touch screen is a set of high-performance embedded human-machine interface with embedded low-power cpu as the core. It adopts a 7-inch high-brightness tft LCD display, a four-wire resistive touch screen, and also comes with Microsoft embedded real-time. Multi-tasking operating system wince and free bundled hmibuilder embedded version configuration software wireless point.
The communication from plc to the touch screen adopts mpi network. Use Siemens dedicated pcadapter connection cable to connect the cpu mpi port and the touch screen rs232 port. (The author thinks that Ethernet communication can also be used here to connect the touch screen through the 300 series Ethernet module. Rj45 interface, but the actual use has not been used, the feasibility remains to be determined by the test).
3.4 Human-Machine Interface (hmi)
The man-machine interface adopts Siemens wincc configuration software on the IPC to display all parameters of the air compressor, fault alarm signals, and the size of the three-phase current of the main power supply, the size of the voltage, and the AC contactor on the control loop. The suction state and so on. When necessary, the operator can also issue a command to control the start and stop of the air compressor and the main circuit contactor to pull off from the host computer, so that the operator can directly control the field device in the central control room. On the host computer server, various alarm information and detailed information on the occurrence of a fault are recorded. The query can be performed in time, and the printout can be performed as needed.
The screen configuration of the touch screen is edited and formed by the manufacturer's own hmibuilder software. On the screen, there are basically the same parameter information, alarm signals, temperature curves, etc., and corresponding control commands can also be sent from the touch screen. Touch screen part of the screen shown in Figure 2.
WinCC provides basic function modules for graphics display, information processing, archiving and reporting in the industry. It also provides optional software packages such as user documentation, process control software packages and open development tools. Its powerful driver interface, fast graphics updates, and secure archiving features are highly likely. Structured data storage ensures that both the data of the configuration and the data of the running process can be read without error. 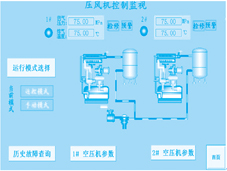
4, programming plc programming software using Siemens dedicated programming software step7, it is based on windows2000/xp or windowsserver2003 for s7-300/400plc configuration and programming standard software package. Through step7 users can perform system configuration and program writing, debugging, online diagnostics plc hardware configuration status, control plc operation status and i/o channel status.
According to the manufacturer's requirements, plc needs to complete the local and remote control of the air compressor, and the default is local control. Only after the remote control button is clicked on the local touch screen, the control right of the equipment is transferred to the remote host computer for completion. There are two identical air compressors at the site. In order to rationally use the equipment and avoid the loss of the machine caused by the use of the same air compressor for a long time, the program is required to perform the scheduled switching work. That is, the two air compressors are switched automatically every 12 hours. Master-slave relationship. At the same time, in order to achieve the required air pressure in the pipeline, the pressure parameters need to be collected in real time. When the pressure value is lower than a certain level, two pressure fans are turned on at the same time. When the pressure value is higher than a certain level, the auxiliary air compressor is turned off. When there is a fault alarm, the air compressor is automatically turned off and an alarm message is displayed on the touch screen and the host computer (see Figure 3). 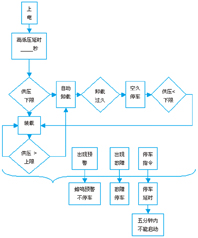
5. Concluding remarks The successful design of this control system has improved the degree of automation of plant operations in the plant and reduced the maintenance costs of the equipment. The current disadvantage of this system is that the control task is completed by two independent sets of plc systems, resulting in a waste of resources. Mainly because the air compressor manufacturers own plc no additional processing capabilities, can not handle the communication with the host computer and other equipment, the ability to control, in addition the cost of this set of systems is also quite high.


Abstract: This paper takes a coal mine air compressor remote monitoring system project as an example and adopts Siemens s7-300 series plc as data acquisition and control unit. The upper computer uses Siemens wincc to display the screen and parameters, from plc to the central control room IPC adopts ethernet The protocol communicates. The touch screen is used to display the control screen and parameters at the scene. The operator can issue control commands in the central control room or the touch screen on the site.
Figure 1 System Architecture
Figure 2 touch screen hmi screen
Figure 3 program control flow chart